
コヒレント・ロフィン社レーザー溶接機
Desktop7004
PerformanceBasic 6002
Performance 7002
PerformanceBasic 6002
Performance 7002
世界実績NO.1、全世界で7,000台以上の販売実績を誇る
コヒレント・ロフィン社レーザー溶接機の最新機種
コヒレント・ロフィン社レーザー溶接機の最新機種



新型レーザー溶接機のご紹介。
レーザー発振機メーカーならではの様々な特徴
スイートスポットリゾネーター(特許) ※Performance
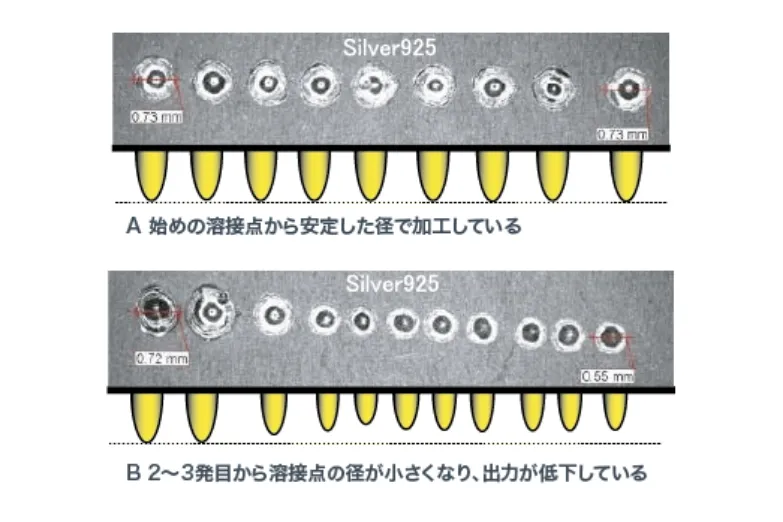
標準のレーザー発信器は、特に高出力で連射加工を行っている場合、同じ設定での照射時においてYAGロッドの熱レンズ効果が原因となり、図Bのように、一発目とその後のスポットサイズが不安定、且つ不充分な溶接深度になってしまいます。
しかし、スイートスポット発信器はビーム品質を保ちながら上部図の様に均一な照射を発信する事が可能で、通常の発振機よりも小さなスポット径を得ることが出来るBaasel社ならではの技術です。
特に銀の溶接や、微細な溶接時に威力を発揮します。(銀は熱伝導率と反射率によって高出力を必要とする金属ですが、融点が低い為、安定したビーム照射でないと溶けたり溶けなかったりする事があります。時には貫通してしまう事があります。)
しかし、スイートスポット発信器はビーム品質を保ちながら上部図の様に均一な照射を発信する事が可能で、通常の発振機よりも小さなスポット径を得ることが出来るBaasel社ならではの技術です。
特に銀の溶接や、微細な溶接時に威力を発揮します。(銀は熱伝導率と反射率によって高出力を必要とする金属ですが、融点が低い為、安定したビーム照射でないと溶けたり溶けなかったりする事があります。時には貫通してしまう事があります。)
パルスシェイプ(波形制御)
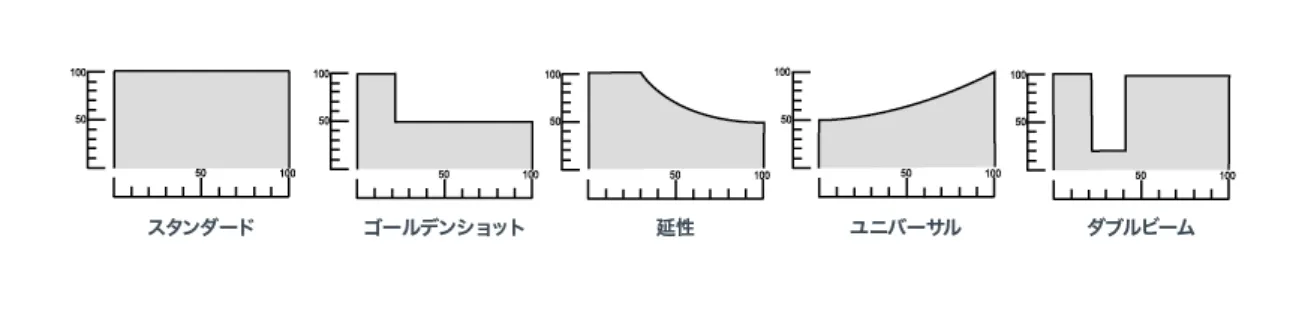
一発のビームの形状を自由に変えることが出来ます。ビーム形状を変える事により、
特に反射率の高い金属(銀・金など)の作業時にストレスの無い溶接が可能です。
無理に出力を上げて溶接するのでは無く、低いエネルギーで溶接する事が可能です。
割れの原因でもある、クレーターやクラックも入りにくくなります。自分で形状を作成する事も可能です。
特に反射率の高い金属(銀・金など)の作業時にストレスの無い溶接が可能です。
無理に出力を上げて溶接するのでは無く、低いエネルギーで溶接する事が可能です。
割れの原因でもある、クレーターやクラックも入りにくくなります。自分で形状を作成する事も可能です。
高品質ビーム
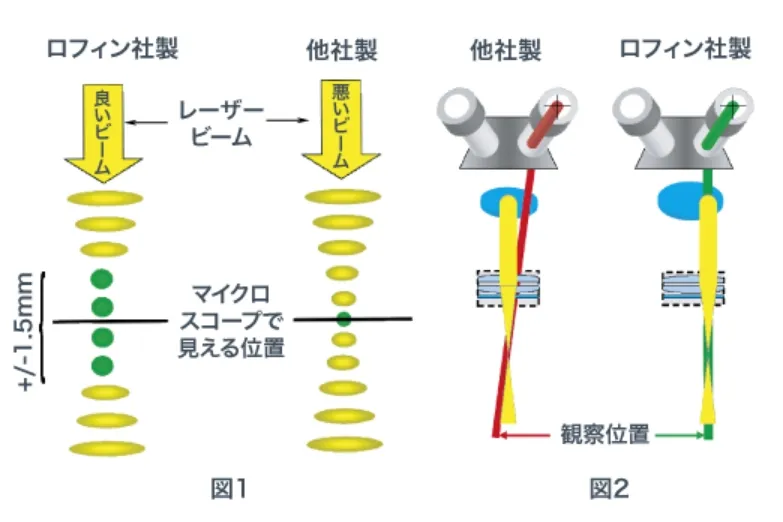
理想的なビーム形状とは図の様に焦点位置において、同じビーム形状が維持できる事です。このビームは、少々のワークピースに少々のズレがあっても正確な照射を与えることが可能です。(図1)
また、バーゼル社の発振機の光軸は顕微鏡の中心に設定されておりません。光軸は右眼の接眼レンズの中心に設置されています。これは、焦点面から加工面を上下にずらして行ってもクロスの中心にレーザーを照射する為です。他社では光軸と観察軸が焦点でしか一致しない為、不要な所に照射してしまう可能性があります。(図2)
また、バーゼル社の発振機の光軸は顕微鏡の中心に設定されておりません。光軸は右眼の接眼レンズの中心に設置されています。これは、焦点面から加工面を上下にずらして行ってもクロスの中心にレーザーを照射する為です。他社では光軸と観察軸が焦点でしか一致しない為、不要な所に照射してしまう可能性があります。(図2)
長いパルス幅[最大50ms] ※Performance
![長いパルス幅[最大50ms]](https://www.suzuho.com/wp_szh/wp-content/uploads/2024/09/13-07.webp)
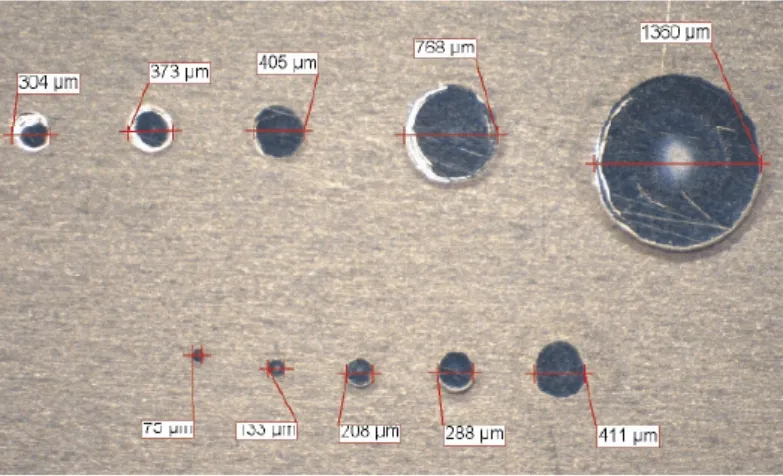
ロフィン社のパルス幅は最長50msと非常に長い為、銀や銅、アルミの溶接が容易に行えます。銀や銅は熱伝導率が高く通常のレーザーパルスでは溶接する事が難しいです。
しかし、長いパルス幅を使用する事により長時間熱を与える事が出きる為、金属を気化させる事無く深い溶け込みで、平らな表面にて溶接を行う事が出来ます。(図6)
他社製品では同様な溶け込みを得る為に、高い電圧にて加工を行う必要があります。しかし、高電圧で加工を行う事は溶接スポットに大きな凹み(図1&3)を作ってしまい、周辺にスパッタを飛び散らす事になります。
更に、このスパッタの付着した保護ガラスはいずれ破損してしまう事になります。(図4)パルス幅を50msにする事により、通常では不可能な溶接も可能になります。
しかし、長いパルス幅を使用する事により長時間熱を与える事が出きる為、金属を気化させる事無く深い溶け込みで、平らな表面にて溶接を行う事が出来ます。(図6)
他社製品では同様な溶け込みを得る為に、高い電圧にて加工を行う必要があります。しかし、高電圧で加工を行う事は溶接スポットに大きな凹み(図1&3)を作ってしまい、周辺にスパッタを飛び散らす事になります。
更に、このスパッタの付着した保護ガラスはいずれ破損してしまう事になります。(図4)パルス幅を50msにする事により、通常では不可能な溶接も可能になります。
細かいビームサイズ調整
スポット径(フォーカス)調整を42段階0.05mm単位で調節する事が可能な為、微妙な作業が可能です。
ツールフリーメンテナンス全機種
工具類を使わずに、水フィルター、保護ガラス等の消耗品を交換する事が出来ます。特に、冷却水の供給作業は簡単に行う事が可能です。
ファインウェルディング機能 ※NewPerformanceのみ
オプションにてファインウェルディングを装着する事が出来ます。
最小スポット径が0.05mmと小さく溶接深度を与える事が可能です。
通常は最小スポット0.2mmですが金属に合わせ出力を上げると必然的に溶接スポットは大きくなります。
しかしファインウェルディングはそのビームを強制的に0.05mmにカットして照射する為、溶接面が小さくても強度のある溶接が可能です。
Ф0.03mmのワイヤーと0.02mmの板の溶接が安定して行えます。Ф0.1mmのワイヤーを使用する場合等に非常に有効です。品質の良いレーザーで無ければ、こうした安定した加工を行う事は出来ません。
最小スポット径が0.05mmと小さく溶接深度を与える事が可能です。
通常は最小スポット0.2mmですが金属に合わせ出力を上げると必然的に溶接スポットは大きくなります。
しかしファインウェルディングはそのビームを強制的に0.05mmにカットして照射する為、溶接面が小さくても強度のある溶接が可能です。
Ф0.03mmのワイヤーと0.02mmの板の溶接が安定して行えます。Ф0.1mmのワイヤーを使用する場合等に非常に有効です。品質の良いレーザーで無ければ、こうした安定した加工を行う事は出来ません。
優れた連射機能
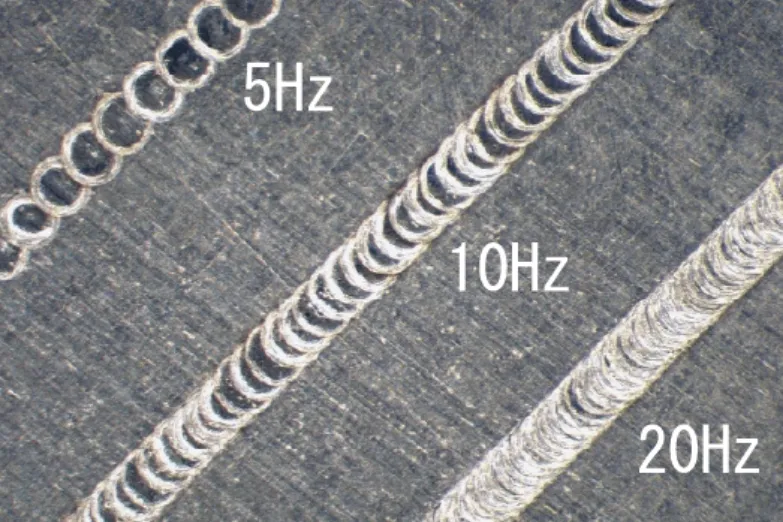
フットスイッチを踏み続ける事により、Performance、Performance Basic、Desktop 共に、最大1秒間に20発まで連射する事が可能です。
安全基準
コヒレント・ロフィン社製レーザー溶接機はドイツ安全基準機関Bundesverband Freier Sachverstandiger de.Vによるレーザークラス1※の認定を受けておりますので安心してご使用頂けます。すべての安全装置が働く事によりクラス4からクラス1になります。
※レーザークラス1 裸眼又は、光学的手段(双眼鏡、望遠鏡、顕微鏡等。以下同じ。)により400nmを超える波長範囲のレーザー光を偶発的に目に入れた場合に、その時間が100秒以内であれば安全であると考えられる基準。なお、400nm以下の波長範囲や400nmを超える波長範囲のレーザー光を意図的に目に入れる場合には、その時間が30,000秒以内であれば安全であると考えられる基準。対象となる波長範囲は180nm〜1mm。
※レーザークラス1 裸眼又は、光学的手段(双眼鏡、望遠鏡、顕微鏡等。以下同じ。)により400nmを超える波長範囲のレーザー光を偶発的に目に入れた場合に、その時間が100秒以内であれば安全であると考えられる基準。なお、400nm以下の波長範囲や400nmを超える波長範囲のレーザー光を意図的に目に入れる場合には、その時間が30,000秒以内であれば安全であると考えられる基準。対象となる波長範囲は180nm〜1mm。
仕様
型式 |
Desktop 7004
|
Performance 6002 Basic
|
New Performance 7002
|
|---|---|---|---|
Laser Source |
ー
|
SWEET SPOT
|
|
通常パワー |
60W
|
40W
|
55W
|
最大パワー |
ー
|
【SPEEDmode】 85W
|
|
ピークパワー |
8kW
|
4kW
|
6kW
|
エネルギー |
60J
|
60J(SWEET SPOT)
|
70J
|
繰返周波数 |
1 – 50Hz
|
0 – 50 Hz
|
1 – 50Hz
|
パルス幅 |
0.3 – 50msec
|
0.2 – 20(50)msec
|
0.3 – 50msec
|
スポット径 |
0.2 – 2mm
|
||
電源 |
110/16A 230V/13A 60/50Hz
|
230V/16A 60/50Hz
|
230V/16A 60/50 Hz
|
消費電力 |
1700W
|
2200W
|
|
スタンバイ時 |
200W
|
ー
|
200W
|
エコモード時 |
10W
|
||
本体寸法(WxHxD) |
540 x 460 x 690mm
|
560 x 1230 x 900mm
|
530 x 1240 x 994mm
|
本体重量 |
約60kg
|
約138kg
|
約125kg
|
その他 |
ー
|
カラー TFTタッチパネル
|
ー
|
レーザー溶接機の主な用途とメリット
店頭など修理目的の方:お客様を待たせる事無く、高品質の修理品を納める事が可能に
石留めされた製品を石を外さずに、爪たし、サイズ直し、巣埋めなどを簡単に修理できます。
プロの職人がいなくても誰でも簡単に修理できるので、今まで外注に加工を出していた分のコストと時間が削減できます。
ロウ付けの様に火による酸化が無い為、溶接後の後処理が非常に少なく、たくさんの機材も不要です。
局部的な溶接の為、溶接後のメッキ処理も指しメッキで十分です。
ロウを一切使用しない為、ロウ目が出る事はありません。他社製品との差別化が可能です。
海外品などの中空製品やアンティーク調など、今まで修理を断っていた商品も注文を受ける事が出来ます。
メガネや時計も同様に修理する事が出来ます。
イヤリングやメガネなどバネ性を持った製品でも、バネ性を失わずに修理できます。
プロの職人がいなくても誰でも簡単に修理できるので、今まで外注に加工を出していた分のコストと時間が削減できます。
ロウ付けの様に火による酸化が無い為、溶接後の後処理が非常に少なく、たくさんの機材も不要です。
局部的な溶接の為、溶接後のメッキ処理も指しメッキで十分です。
ロウを一切使用しない為、ロウ目が出る事はありません。他社製品との差別化が可能です。
海外品などの中空製品やアンティーク調など、今まで修理を断っていた商品も注文を受ける事が出来ます。
メガネや時計も同様に修理する事が出来ます。
イヤリングやメガネなどバネ性を持った製品でも、バネ性を失わずに修理できます。
鋳造関連でのご使用の方:納期厳守と高品質の製品を造る事が可能に
業界では今、短納期、高品質が求められています。
鋳造上がり製品がヒビ割れていたり、沢山の巣などで不良が出てしまった時 吹き直している時間が無い時など、
修理して納める事が可能になり、コスト削減にもつながります。
ホワイトゴールドなどのゴマ巣が出易い製品など、巣埋めして納品し、高品質、高サービスを売りにする事も可能に。
鋳造上がり製品がヒビ割れていたり、沢山の巣などで不良が出てしまった時 吹き直している時間が無い時など、
修理して納める事が可能になり、コスト削減にもつながります。
ホワイトゴールドなどのゴマ巣が出易い製品など、巣埋めして納品し、高品質、高サービスを売りにする事も可能に。
デザインを目的とする方:今まで出来なかったデザインワークで、話題性や付加価値をプラス
溶接時間が1000分の数秒と非常に短く、熱に弱い宝石に影響を与えません。
そのため、宝石を使って斬新なデザインを造る事が可能です。
今までデザインを書いたが製造上の都合で造れなかった製品も造る事が可能になります。
このレーザー溶接機は異種金属を溶接する事が可能です。
例えば、金とチタンを溶接する事ができ、今までに無い製品を造る事が可能です。
そのため、宝石を使って斬新なデザインを造る事が可能です。
今までデザインを書いたが製造上の都合で造れなかった製品も造る事が可能になります。
このレーザー溶接機は異種金属を溶接する事が可能です。
例えば、金とチタンを溶接する事ができ、今までに無い製品を造る事が可能です。
ジュエリー加工例

石付枠の寄せと裏貼り溶接
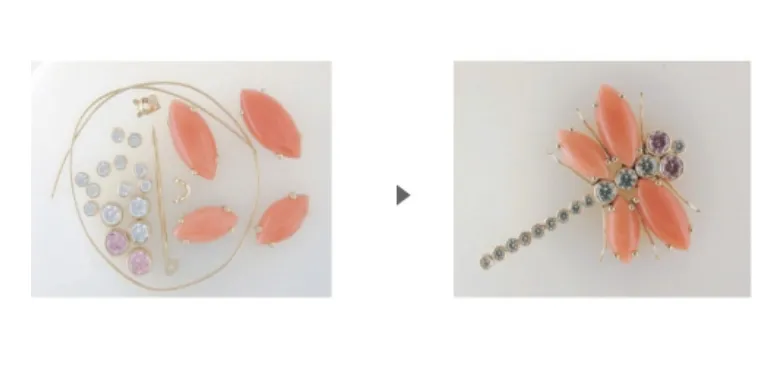
石付枠の寄せ溶接
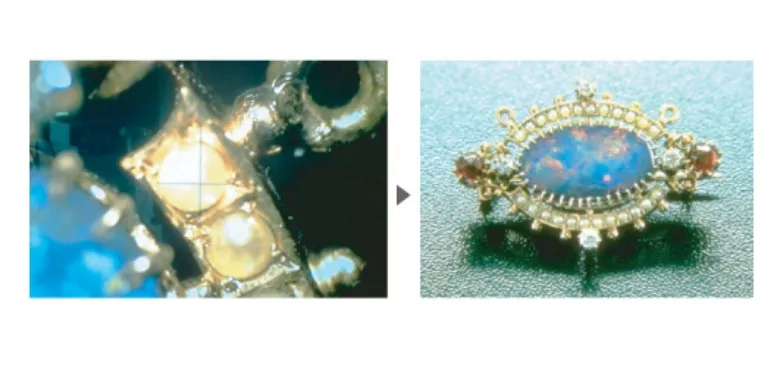
パール付近の溶接
眼鏡加工例

左レンズ止めのロウ離れ
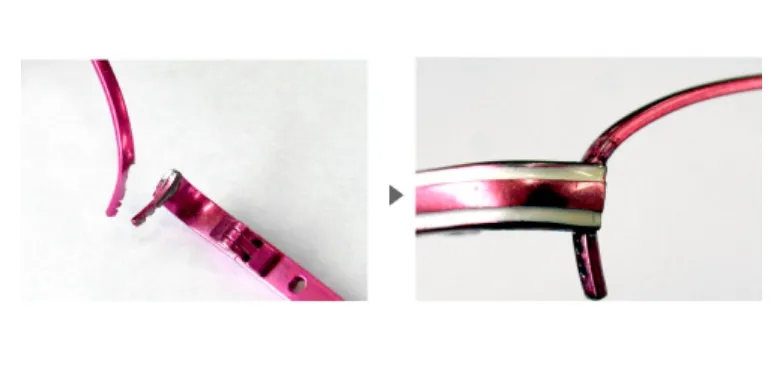
ナイロールリムの割れ

右ヨロイのロウ離れ
各機種メンテナンスマニュアル
修理交換マニュアル
フラッシュランプ交換マニュアル
SWMPシリーズ (11ページ/1MB) 2021年6月23日更新
対応機種
・SWMP6002
・PerformanceBasic
New Performance 7002 (15ページ/1.4MB) 2022年3月2日更新
対応機種
・New Performance 7002
New Desktop 7004 (18ページ/1.8MB) 2022年3月2日更新
対応機種
・New Desktop 7004
対応機種
・SWMP6002
・PerformanceBasic
New Performance 7002 (15ページ/1.4MB) 2022年3月2日更新
対応機種
・New Performance 7002
New Desktop 7004 (18ページ/1.8MB) 2022年3月2日更新
対応機種
・New Desktop 7004
水フィルター交換マニュアル
SWMD (2ページ/494KB) 2022年3月2日更新
対応機種
・SWMD
Performance 6002 Basic (4ページ/685KB) 2022年3月2日更新
対応機種
・Performance 6002 Basic
New Performance 7002 (5ページ/634KB) 2022年3月2日更新
対応機種
・New Performance 7002
New Desktop 7004 (6ページ/909KB) 2022年3月2日更新
対応機種
・New Desktop 7004
対応機種
・SWMD
Performance 6002 Basic (4ページ/685KB) 2022年3月2日更新
対応機種
・Performance 6002 Basic
New Performance 7002 (5ページ/634KB) 2022年3月2日更新
対応機種
・New Performance 7002
New Desktop 7004 (6ページ/909KB) 2022年3月2日更新
対応機種
・New Desktop 7004
熱交換器清掃マニュアル
コヒレント・ロフィン社
レーザー溶接機
レーザー溶接機
Desktop7004
PerformanceBasic 6002
Performance 7002
PerformanceBasic 6002
Performance 7002
詳細カタログをPDFファイルでご覧いただけます。お使いのパソコンにダウンロードしてご覧下さい。
必要な部分を選んで印刷することもできます。
必要な部分を選んで印刷することもできます。
入荷待ち商品、取り扱いの無い商品に関しては、メールにてお問い合わせ下さい。
CONTACT
お客様ひとりひとりに
合わせた課題解決を。
まずはお気軽にご相談ください。
合わせた課題解決を。
まずはお気軽にご相談ください。
受付時間
東京本社、東京営業所
平日【月~金】9:30~18:30
山梨営業所
平日【月~金】10:00~17:00
※受付時間以外のFAX/MAILは翌営業日の
ご返信となります。
東京本社、東京営業所
平日【月~金】9:30~18:30
山梨営業所
平日【月~金】10:00~17:00
※受付時間以外のFAX/MAILは翌営業日の
ご返信となります。


